8-800-250-88-55
Звонок по России бесплатный
8 (391) 296-54-71
kras@16k20.ru- Главная
-
Каталог станков

- Токарные станки
- Фрезерные станки
- Прессы для металла
- Токарные станки с ЧПУ
- Плоскошлифовальные станки
- Плазменная резка металла
- Токарные обрабатывающие центры
- Круглошлифовальные станки
- Устройства цифровой индикации SINO
- Прецизионные токарные автоматы
- Гильотинные ножницы
- Системы чпу GSK
- Фрезерные обрабатывающие центры
- Листогибы
- Металлорежущий инструмент
- Токарно-карусельные станки
- Ленточнопильные станки
- Оснастка для станков
- Горизонтально-расточные станки
- Сверлильные станки
- Прайс-лист
- Автоматизация
- Спецпредложение
-
О компании
-
Покупателю
-
Лизинг
- Контакты

Токарные обрабатывающие центры СТ25Л / СТ25ЛМ
Токарные обрабатывающие центры серии СТ25 - совместная разработка компании «СтанкоМашСтрой» и корейской компании SMEC, не имеющая на сегодня российских аналогов.
| Параметры | Ед. изм. | СТ25Л | СТ25ЛМ |
|---|---|---|---|
| Максимальный диаметр обработки над станиной | мм | Ø520 | Ø650 |
| Максимальный диаметр обработки | мм | Ø380 | Ø380 |
| Максимальная длина обработки | мм | 1030 | 1020 |
| Перемещения по осям X/Z | мм | 200/1090 | 225/1040 |
| Шпиндель: | |||
| Скорость вращения шпинделя | Об/мин | 35-3500 | 35-3500 |
| Фланцевый конец шпинделя | JIS A2-8 | JIS A2-8 | |
| Диаметр осевого отверстия шпинделя | мм | Ø86 | Ø86 |
| Индексация шпинделя | Градусы | - | 0.001 |
| Внутренний диаметр переднего подшипника | мм | 130 | 130 |
| Револьверная голова: | |||
| Количество позиций инструмента | шт | 10/12 (опция) | 12 (BMT 65) |
| Длина хвостовика | мм | 25 | 25 |
| Диаметр хвостовика расточной оправки | мм | Ø40 (50) | Ø40 (50) |
| Скорость вращения приводного инструмента | Об/мин | - | 50-5000 |
| Сила зажима | кгс | 2905 | 3955 |
| Подача: | |||
| Ускоренное перемещение по осям X/Z | мм/мин | 18000/24000 | 18000/24000 |
| Рабочая подача по осям X/Z на один оборот | мм | 0.0003-285/0.0003-357 | |
| Задняя бабка: | |||
| Перемещение задней бабки | мм | 990 | 1020 |
| Диаметр пиноли задней бабки | мм | 110 | 110 |
| Отверстие в пиноли задней бабки | MT5 | MT5 | |
| Перемещение пиноли задней бабки | мм | 100 | 100 |
| Двигатели: | |||
| Двигатель главного привода | кВт | 18.5/22 | 18.5/22 |
| Двигатель привода подач | кВт | 3 | 3 |
| Двигатель системы гидравлики | кВт | 1.5 | 1.5 |
| Двигатель лубрикатора | кВт | 0.018 | 0.018 |
| Двигатель подачи СОЖ | кВт | 0.4 | 0.4 |
| Двигатель приводного инструмента | кВт | - | 2.2/3.7 (3.7/5.5) |
| Потребление энергии: | |||
| Максимальное потребление энергии, в стандартной конфигурации | кВА | 39 | 39 |
| Емкость баков: | |||
| Емкость бака для гидравлической жидкости | л | 14 | 14 |
| Емкость бака лубрикатора | л | 1.8 | 1.8 |
| Емкость бака для СОЖ | л | 256 | 256 |
| Габариты и вес: | |||
| Занимаемая площадь [c конвейером для стружки] | мм | 3880 [4807] x 1617 | 3885 [4807] x 1705 |
| Вес станка | кг | 6200 | 6600 |
Станок серии СТ25 с числовым программным управлением может проводить комплексную механическую обработку при помощи различных инструментов. Обрабатывающий центр может быть оснащён двенадцати позиционной револьверной головкой, причем все 12 позиций одновременно могут использоваться для приводного инструмента, что существенно расширяет технологические возможности и повышает производительность труда.
Станина
Станина, с углом наклона направляющих 45 градусов обеспечивает достаточную прочность и жесткость при экстремальных нагрузках, связанных с высокопроизводительной обработкой. Направляющие выдерживают высокие нагрузки. Запас прочности позволяет ШВП работать как с высокими скоростями, так и в режиме силового точения.
Станина отливается в городе Пензе из высокопрочного чугуна. Проходит естественное и искусственное старение, имеет дополнительные ребра жесткости и специально разработанную силовую структуру. Механическая обработка, а также закалка направляющих производится непосредственно компанией «СтанкоМашСтрой».

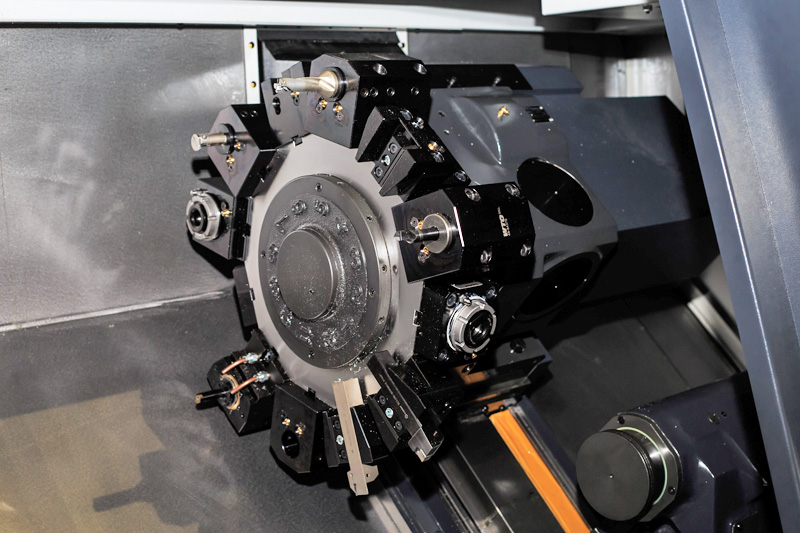
Револьверная голова
Станок СТ25ЛМ использует револьверную головку стандарта BMT65, производство Южная Корея и в стандарте оснащается блоками компании WTO. Мощность привода стандартная 2.2/3.7 или опциональная 3.7/5.5 кВт. Основное преимущество данной револьверной головки в том, что на ней можно устанавливать все 12 приводных блоков одновременно, превратив токарный станок фактически во фрезерный центр. Револьверная головка имеет индексацию с точностью ±0,003 мм.
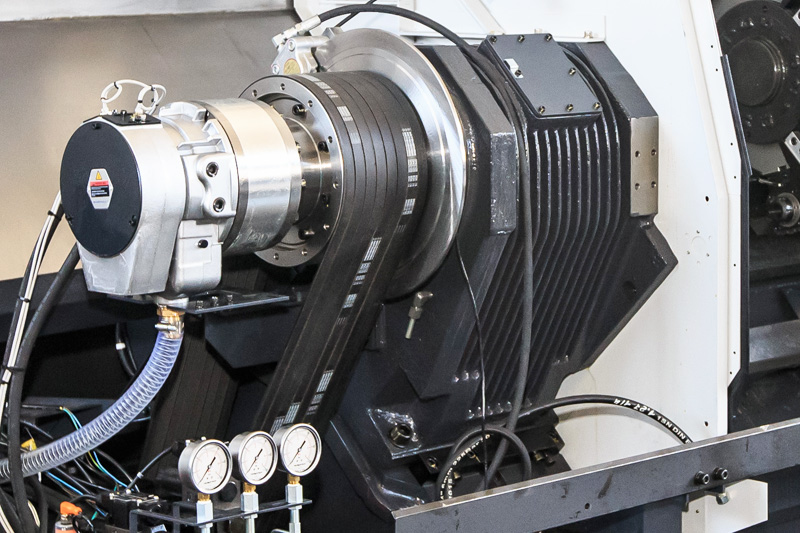
Шпиндельный узел
Механическая обработка и сборка производится в термоконстантных помещениях, оснащается прецизионными подшипниками фирмы SKF. Имеет высокую нагрузочную способность и высокую виброустойчивость, позволяющую стабильно обрабатывать высоко легированные стали и специальные сплавы с точность по 7 квалитету и шероховатостью 0.8 по критерию Ra.
Задняя бабка

Электрический шкаф


